

4月14日今日主要讲一下,我的排程思路,前面已经铺垫了好多了,如数据流,信息流,细到格式也说了。到底如何排?新人如何快速上手?
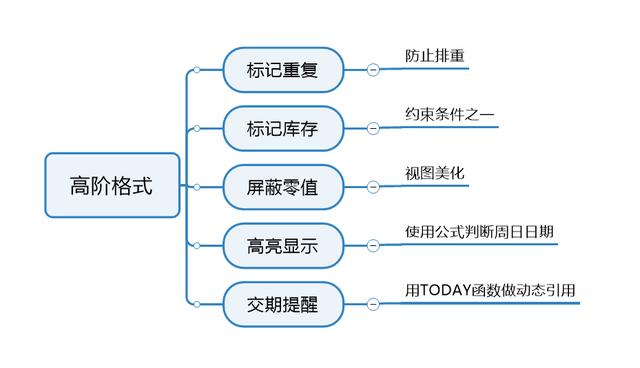
排程基本
需要能够计划排程订单最少要知道几个信息?
1、标准工时:就是每天能够生产多少?一般家电行业用PPH来计算,也就是单人每小时产量
2、对应线体:就是排给谁做?谁能够做?谁做得快?
3、订单交期:就是需要排程的订单到底多少?
知道这些信息后,可以选择先把订单排程排出来,再根据排程计算出物料需求,从而判断是依据排程的物料情况,是齐套还是欠料?
一般情况下,欠料在不同的排程下也是动态变化,所以排程肯定是需要先出来,刚学计划的人会被物料带到“坑”里,根据物料情况来频繁调整排程,陷入越调整越混乱的怪圈。
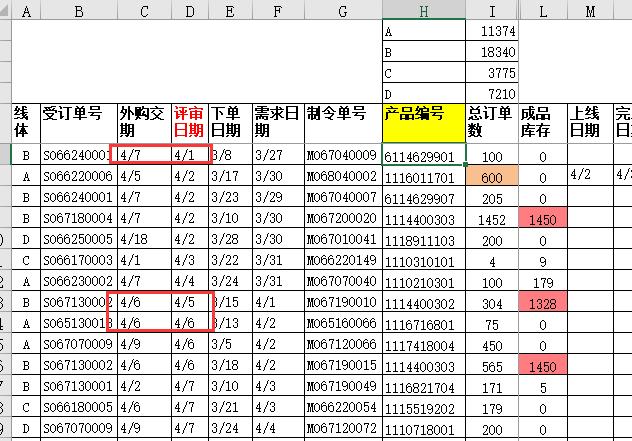
例如:下图中,交期评审日期和采购的齐套日期都冲突了。
交期优先
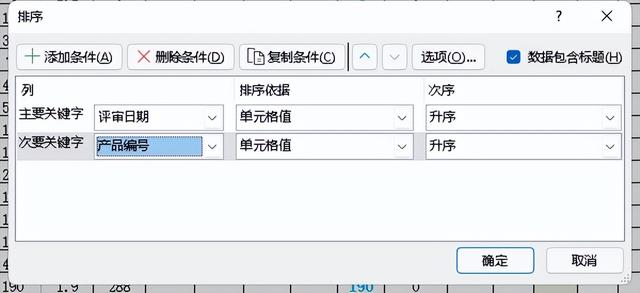
这是最常见的排程方法之一,一般的步骤也是简单,把待排程的订单放在排程表中,选中后,按日期升序排序,根据对应的线体分配看一下负荷情况
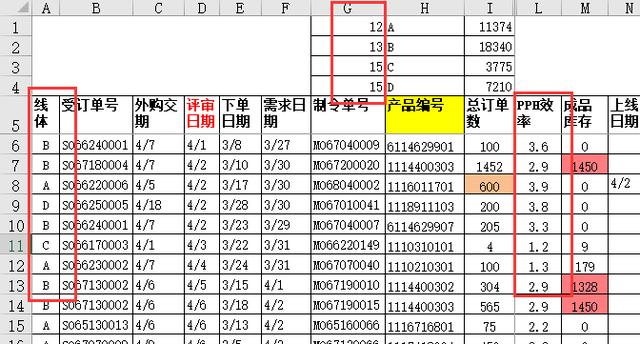
操作步骤,最好是双条件排序:根据交期把相同款型的排在一起了。
根据实际情况补充以下3个条件:
1、线体人数: 各线的人数多少,满编与实际人数
2、生产效率:也就是标准工时
3、对应线体:也就是这个款型的最佳线体 (效率最快的,或者专线)
开始排程
根据效率和工作日历计算出每日预计产量
公式:PPH*线体出勤人数*当 日出勤时间
如:某产品的效率是3.8,当天出勤时间10小时 ,出勤人数15 人,排产数就是
3.8*15*10=540
排程分为手动排程和自动排程,这里先讲的是手动排程
再增加二列,按通用标准效率和通用日产能计算出来
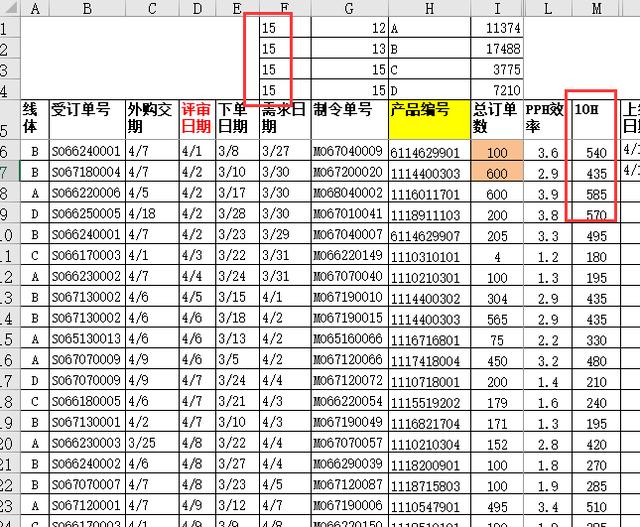
这里按每天都出勤10H,和全部线体都是出勤10H来计算产量;
排程根据各款型的效率排程建议如下:
1、T天负荷排程 100%
2、T+1 100%
3、T+2 90%
4、T+3 100%
……
T+2 预留的10的产能空余,是预判T天和T+1天的异常,如无异常,在第二天重置排程的时候需要补充上去。
手动排程效果如下:

手动计划排程的优势:
1、订单排程到线体,排程到日,进度清晰;
2、可以动态考虑各种异常,预留异常产能
3、当有计划调整时,可以直接变更
当然手动计划排程的劣势更大:
1、订单太多了,效率非常低下;
2、排程变更太大的话,更新起来非常复杂
3、想要保证颗粒度,需要及时更新同步排程
4、异常太多的话,锁定不了排程;
5、需要手动计算每个订单的制程时间,当天排多产品时,需要考虑换线时间
不过古哥建议新手,还是用手动排程,锻炼思考的过程,考虑综合平衡的问题。
需要源数据表一起学习的,可以私信我。
我是古哥:
从事制造行业18年,在企业运营、供应链管理、智能制造系统等方面具有丰富的实战经验。企业智能化,柔性化计划运营管理专家,擅长通过企业流程优化规范,企业管理、导入计划运营提升企业效率;对提高企业准时交货率,降低企业库存,输出智能智造人才有丰富的经验。关注我,每日分享制造行业,特别是生产计划方面的一些职场干货。
如若转载,请注明出处:https://www.dianshango.com/50249.html
相关推荐
-
电商网站开发,电商网站开发平台Pi Network_1.32.apk?
1、项目测评 微信开发企业依据企业的带来的需求说明书开展评定,在其中內容包含电商微信开发作用建立的可行性分析、开发难度系数、开发时间和开发成本费,在分析报告出去后与用户开展进一步的…
-
京东商家服务电话到底是哪个,京东商家服务电话号码多少?
这一次的维权经历非常顺利,速度也很快,事情是这样的,,快过年的时候东哥发红包活动,,小号弄了几十块钱,[害羞],老婆看到一件小衫不错就买了,,我是不愿意在京东用红包买一些容易打眼的…
-
旅游电商课程,旅游电商运营?
从网上订购几斤来自缙云舒洪的土爽面,在享受纯手工美味的同时,还能助力当地农户增收;驱车去舒洪镇仁岸村体验一次乡村游,在望山见水的旅途中,也能为当地群众带来可观的收入。 近年来,缙云…
-
普通人直播怎么卖货赚钱,普通人直播怎么卖货赚钱的_
如何起步做带货直播? 参与:冷芸时尚2群群友 时间:2022年4月24日 庄主:群宠-杭州-运营 ▼ 以下的冷芸时尚圈讨论是就行业问题的讨论及总结。这些分享属于集体智慧的结晶。(它…
-
微商卖货挣钱吗现在是真的吗?微商卖货赚钱吗?
都知道钱是个好东西,兜里有钱什么东西都舍得买,没钱就只能挑着便宜的买。 每个人都有发家致富的梦想,只是想赚大钱真的不容易,需要靠头脑和努力去赚。 如果碰到能轻松赚钱的,还是有人带着…
-
电商头条公众号二维码,电商头条公众号二维码在哪里?
作者:风清 来源:电商头条(ID:ecxinwen) 半年内,四位大佬接连引退 不经意间,又一位电商大佬离开了公众的视线。 近日,据天眼查数据显示,苏宁易购集团股份有限公司发生工商…
-
第一次建群卖东西怎么说,微信建群卖货的注意事项_
导读:2020年疫情加速了零售业的发展,未来不会再有新旧零售之分,商业模式必将趋向于线上线下共同发展。供应链能力、运营效率仍然是考验的关键。我们知道运营的本质是“提升业务效率”,而…
-
电商有培训班吗,电商培训费用?
看到网络直播带货诱人的销量,从事焊接器材加工生意的邱先生动了心,他也希望开一家网店,通过网络平台打开销路。今年7月份,他就接到了一个推销电话,对方表示可以为他打造电商门店并进行培训…
-
直播带货产业分析ppt_直播带货产业分析
文:贺定圆 首先看一份21年8月份单月的销售额排行榜: 21年8月份单月电商主播销售额 在某次综艺访谈上,当红头部主播薇娅在接受采访时,被问到:“你以前也当过歌手,多才多艺,有没有…
-
实体项目是什么意思啊,什么叫实体项目?
前几年电商发展势不可挡,加上这两年的疫情,实体店受到了不小的影响。 但是有些实体店始终无法被电商取代,也不会受疫情所影响,反而疫情过后需求量会加大。 今天我们就来盘点盘点这些实体项…